Calculate Angle To Form Sheet Metal

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication

Sheet Metal Design Guide Calculate Bending Allowance Accurately Sheet Metal Sheet Metal Work Metal Bending

How To Make A Cone And Cone Calculator Cone Calculator Metal Working Sheet Metal Fabrication

Mechanical Engineering Calculators Mechanical Engineering Engineering Engineering Science

Press Brake Tooling Information On Globalspec Sheet Metal Work Press Brake Tooling Press Brake
Aircraft Sheet Metal Layout And Forming Aircraft Systems

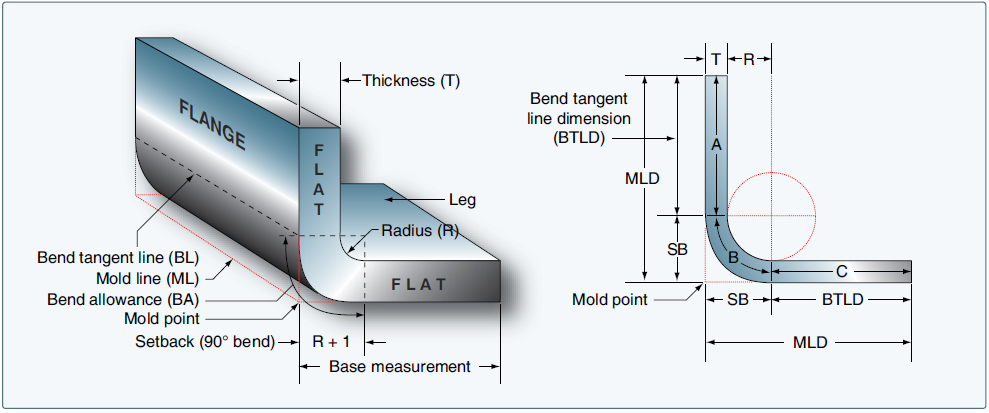
Right angles are the most common feature found in most sheet metal fabrication.
Calculate angle to form sheet metal. Die edge radius in. Typical acute angle tooling profiles are 30 45 and 60 though there is custom tooling and air bending allows for the forming of any angle larger than the angle of the punch tip. The formula for calculating sheet metal bending allowance is please refer to the above picture. Work piece the general term for the sheet metal part being bent.
Tolerances general dimensioning and tolerances of bends and sheet metal. Sheet metal forming processes are those in which force is applied to a piece of sheet metal to modify its geometry rather than remove any material. You can calculate the punching tonnage been required with the help of the following punching force calculation formula blanking force formula. When designing parts for laser cutting one should not make holes smaller than the thickness of the material.
Cells on the right will output the desired values. Punch edge radius in. If you punch round holes or square holes or some other forms of holes through a given thickness of metal you just want to know the force required to punch a hole in steel. Straight angle a geometry term for an angle which is equal to 180.
By doing so the sheet can be bent or stretched into a variety of complex shapes. Continuing with the example introduced in figure 9 our required inside dimension is 0 250 in. With this free online tool we quickly get the sheet metal bend deduction and therefore the sheet metal blank initial flat length from the finished part measurements. Tooling general term for the dies punches and holders found on press brake equipment.
Ba bend angle π 180 r k factor t eqn 1. Punching force calculation formula. Bends in sheet metal are manufactured using sheet metal brakes. Sheet metal parts with a minimum of 0 9mm to 20mm in thickness can be manufactured.
Where ba is bend allowance. Ultimate tensile strength psi. The applied force stresses the metal beyond its yield strength causing the material to plastically deform but not to fail. You only have to insert interior angle flange lengths k factor inside radius and material thickness.
Od 90 complementary bend angle a dp b sine of bend angle 2 mt di b od 2 actual machine input depth dp di rp 0 03. A our angle is 45 degrees and our material thickness mt is 0 250 in. When the sheet metal is put through the process of bending the metal around the bend is deformed and stretched. A 1 degree tolerance on all bend angles.
R is inner bend radius. As this happens you gain a small amount of total length in your part.

Sheet Metal Flat Pattern Calculator Smlease Design

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Avt 206 A P P2 Developing Sheet Metal Flats The Math Behind The Bends Youtube Welding Projects Welding Metal Working

How To Calculate The Air Formed Radius Of Different Bend Angles Radii Bend Angles

Sheet Metal Forming Sheet Metal Sheet Metal Work Metal Bending

Solidworks Sheet Metal Tutorial Calculate Flat Form Of Elbow In Solidworks Youtube Sheet Metal Drawing Sheet Metal Sheet Metal Fabrication

Solidworks Sheet Metal Tutorial Calculate Hopper In Flat Form Youtube Sheet Metal Metal Working Sheet Metal Crafts

Fabrication Formulas Sheetmetal Me

Analyzing The K Factor In Sheet Metal Bending

Template Layout For True Y Wye Branches And Main Lines Metal Working Sheet Metal Work Metal Fabrication

Sheet Metal Square Round Figure 1 Sheet Metal Crafts Sheet Metal Work Sheet Metal

Bending Basics The Hows And Whys Of Springback And Springforward

Pin On Thing To Know About Metalsmithing

How To Determine Roof Pitch Pitched Roof Roof Building A Shed Roof

Maximum Bending Materials Width 145mm 5 7 Dual Axis Metal Channel Letter Angle Bender Bending Tools Mini Metal Lett Metal Metal Working Tools Metal Working

Diagram Of Tryyhyywhen Using Bend Allowance Formulas Note That When Dimensions C Are Specified Dimension B C Sheet Metal Sheet Metal Work Metal Forming

Pin On Projects To Try

This Figure From Chassis Engineering S Interaction Guide Illustrates How To Use Your Protractor To Deter Roll Cage Chassis Fabrication Custom Metal Fabrication
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrtmripjkdcmrx4rqo4zprhcpcpvghteup3mbosbuaojrmc Fpm Usqp Cau

Toyota 2jz Turbo Intake Manifold Custom Cars Metal Art Sheet Metal

Wire Bending The Easy Way Toolmonger Metal Working Tools Metal

Sheet Metal Gauge To Mm Gauge To Thickness Chart Download Sheet Metal Is Metal Formed By An Industrial Process Into Sheet Metal Gauge Metal Gauge Sheet Metal

Pin On Projetosmecanicos

How To Make A Sheet Metal Box Sheet Metal Sheet Metal Fabrication Metal Box
Welding Jobs Near Me 2020 Mig Stainless Steel Aluminum Tig

Oblique Cone Off Centre Cone Radial Line Method Sheet Metal Drawing Sheet Metal Work Sheet Metal Fabrication

Learn How To Form Metal Bowls From Thin Sheet Metal Using A Hammer I M Sharing Two Methods To Inspire Your Creative Juices Copper Crafts Metal Copper Vessel

Edwards Cone Rolls Ecr01 Dụng Cụ

Flattened Conduit Bend Angle Calculator Geodesic Dome Geometric Dome Geodesic Dome Homes

Solidworks Sheet Metal Tutorial Hopper Youtube In 2020 Sheet Metal Drawing Sheet Metal Metal Sheet Design

Sheet Metal Bug Diy Tools Page 2 Diy Tools Metal Working Tools Metal Working Projects

10 6 Aluminum Steel Metal Trim Siding Brake 26g Steel Stand Slitter Included Ebay Siding Trim Sheet Metal Fabrication Sheet Metal Bender

Pin On Forms And Shapes

Pin On Pipe Miter For Welding

Simple Sheet Metal Brake No Welding Sheet Metal Brake Sheet Metal Metal Fabrication Tools

Press Brake By Thebigredtruck Homemade Press Brake Attachment For A Shop Press Constructed From Angle Iron Welding Projects Press Brake Metal Working Tools

Certified Solidworks Professional Cswp Smtl Advanced Sheet Metal Sample Example Solidworks Sheet Metal Work Sheet Metal

Pin On Customer Projects

Diy 90º Weld Jig Welding Projects Diy Welding Welding Jig

Pin On Aung

Mini Bending Brake Metal Working Tools Metal Tools Metal Working

Template Tool Measures Multi Angle And Form Ruler Measuring Angle Ruler Template Tool For Woodworking Build Tools Woodworking Tools Woodworking Layout Tools

